1) Cáito lớnsự chênh lệchon giá
Chúng tôichỉ cần chi tiêuVề20–40 nghìn đô la Mỹ trên mộtnhiều lớpsản xuấtđường kẻtheo kích thước củathiết bị. Tôikhông thể'Sẽ tốt hơn cho chúng taif nó được ghép nốivớithủy tinh máy đánh bóng cạnhVàthủy tinhmáy giặt, TKhi đó chúng ta có thể sản xuất ra sản phẩm chất lượng caokính nhiều lớp với chi phí đầu tư tương đối thấp.Và điều đó sẽ mang lại lợi ích cho bạn rất nhanh chóng.
Ichi phí140-350 nghìnĐô la Mỹ trêndây chuyền sản xuất của nồi hấp tiệt trùngđể sản xuất kính nhiều lớp PVB, asdây chuyền sản xuất nên làkết hợp vớibuồng điều nhiệt, máy ép trục lăn, máy giặt, máy đánh bóng cạnh, máy cắt kính,và thứ cấpmáy phát điện. WChúng ta sẽ gặp rủi ro rất lớn nếu đầu tư quá nhiều tiền vào dây chuyền sản xuất nồi hấp tiệt trùng trong khi thời gian hoàn vốn lại rất chậm.
2) Sự khác biệtquy trình xử lý.
Cáiquá trình vận hành củaDây chuyền sản xuất nồi hấp tiệt trùng rất phức tạp.VàCác yêu cầu kỹ thuật tương đối cao. Thứ nhất,Điều đó thực sự rất khó khăn đối với chúng tôicắtmong muốnthủy tinh
Sai số đo trong phạm vi 2mm, nếu không sẽ bong bóng sẽ xuất hiện trong quá trình này.Và sau đóChúng ta phải trải qua tất cả các quy trình sau, đánh bóngcáibờ rìa, Rửa sạch ly, ghép hai ly lại với nhau, kẹp màng phim ở giữa, làm nóng và cán hai lần, dán kín mép, tạo hình trong nồi hấp bằng cách làm nóng và ép, và cuối cùng là làm nguội.OChỉ bằng cách này chúng ta mới có thể sản xuất kính nhiều lớp.BTuy nhiên, toàn bộ quy trình mất khoảng 6 giờ để hoàn thành và đòi hỏi kỹ thuật rất cao.trênKiểm soát thời gian và nhiệt độ.OKhi chúng ta mắc lỗi trong một quy trình nào đó, tất cả...nỗ lực đếntrở nên vô ích vì tất cả các tấm kính đều vô dụng.GDần dần, dây chuyền sản xuất ván ép nhiều lớp đang phát triển mạnh mẽ đang thay thế vị trí của nó.
Tquá trình Fangdingdây chuyền sản xuất kính nhiều lớpNó khá đơn giản và dễ điều khiển với công nghệ sản xuất dễ nắm bắt.WChúng ta có thể thu được kính nhiều lớp lý tưởng bằng cách hút chân không và gia nhiệt kính trong thiết bị.cắt, đánh bóng, rửa sạch, dán keo.Cáitoàn bộ quá trình làPLCđược vận hành sao cho chúng ta có thể nâng cao hiệu quả và thu được loại kính như mong muốn.
3) Khác nhaucông suất hoạt động của thiết bị.
Lớp phủ PVBsản xuất edđường kẻis quyền lựced by 500KW,so sự tiêu thụtrênđiệnNó rất lớn và thường cần một máy biến áp đi kèm.Dây chuyền sản xuất màng EVAĐược đơn giản hóa với mức tiêu thụ điện năng thấp.It được cung cấp năng lượng bởi30kw-75Công suất (kW) tùy thuộc vào kích thước khác nhau của thiết bị.
4) Khác nhauchu kỳ sản xuất và sản xuất
IChúng tôi mất 6 giờ để hoàn thành việc sản xuất kính.với lớp phủ PVBsản xuất edđường kẻ. Wmũ'Tệ hơn nữa, chúng ta phải điều chỉnhcáiThời gian có thể kéo dài hơn nữa tùy thuộc vào số lượng và độ dày của kính.AKết quả là, chúng tôi chỉ có thể hoàn thành việc sản xuất kính một lần mỗi ngày với 400 đơn vị.㎡-600㎡thủy tinh.
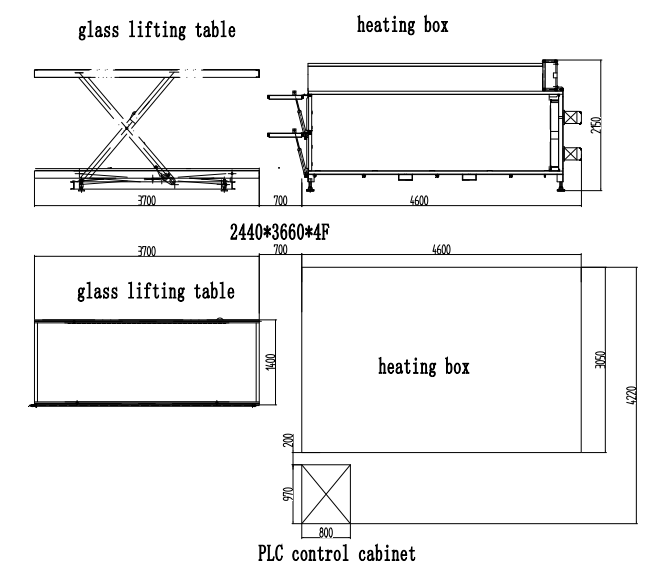
ONgược lại, chúng tôi mất 1-2 giờ để hoàn thành việc sản xuất thủy tinh vớiMỘTPHƯƠNG ĐÌNHdây chuyền sản xuất kính nhiều lớpNgoài ra, chúng tôi có thể sản xuất 4 lần một ngày.Taketrung bìnhVí dụ như thiết bị nhiều lớp có kích thước lớn.NóDài 2m, rộng 3m và có 3 lớp.It tạo ra 54㎡ ngày xửa ngày xưa, 4 lần một ngày, thì ta có thể đạt được 216.㎡thủy tinh để năng suất sản xuất tương đương với nồi hấp áp suất nhưng chi phí thấp hơn.INếu đơn hàng tương đối nhỏ, thì thực sự là...có lợi nhuậnvới mộtEVADây chuyền sản xuất nhiều lớp.
5) Các nguyên tắc sản xuấtkính nhiều lớpKhác biệt.
Fangdingkính nhiều lớpdây chuyền sản xuấtÁp dụng nguyên lý nhiệt độ cao và chân không trong sản xuất kính nhiều lớp..EVA truyền thốngMàng phim này là một loại màng nóng chảy, màng EVA sẽ tan chảy dưới nhiệt độ cao và sẽ dính chặt các tấm kính lại với nhau.
Đồng thời, màng TPU cũng có thể được sử dụng trong kính nhiều lớp của chúng ta.máy móc.
Háp suất caoanồi hấp tiệt trùngKính nhiều lớp PVB sử dụng phương pháp kết hợp nung nóng kính và ép áp suất cao để sản xuất kính nhiều lớp.nTrước tiên cần cán mỏng tấm kính đã ghép, sau đó cho vào nồi hấp thủy tinh, tạo áp suất không khí trên bề mặt kính. Áp suất tác dụng lên kính cần lớn hơn 13 kg/cm², mục đích là để ép các bọt khí ra khỏi tấm kính đã ghép. Đồng thời cần nung nóng kính ở nhiệt độ cao. Sau đó, kính nhiều lớp PVB có thể được sản xuất.
6) Khu vực hoạt động của thiết bị khác nhau.
Dây chuyền sản xuất PVB áp suất cao cần khoảng8M (W) *60M (L) không gian sản xuất, bao phủ một diện tích lớn và quy trình sản xuất dài.
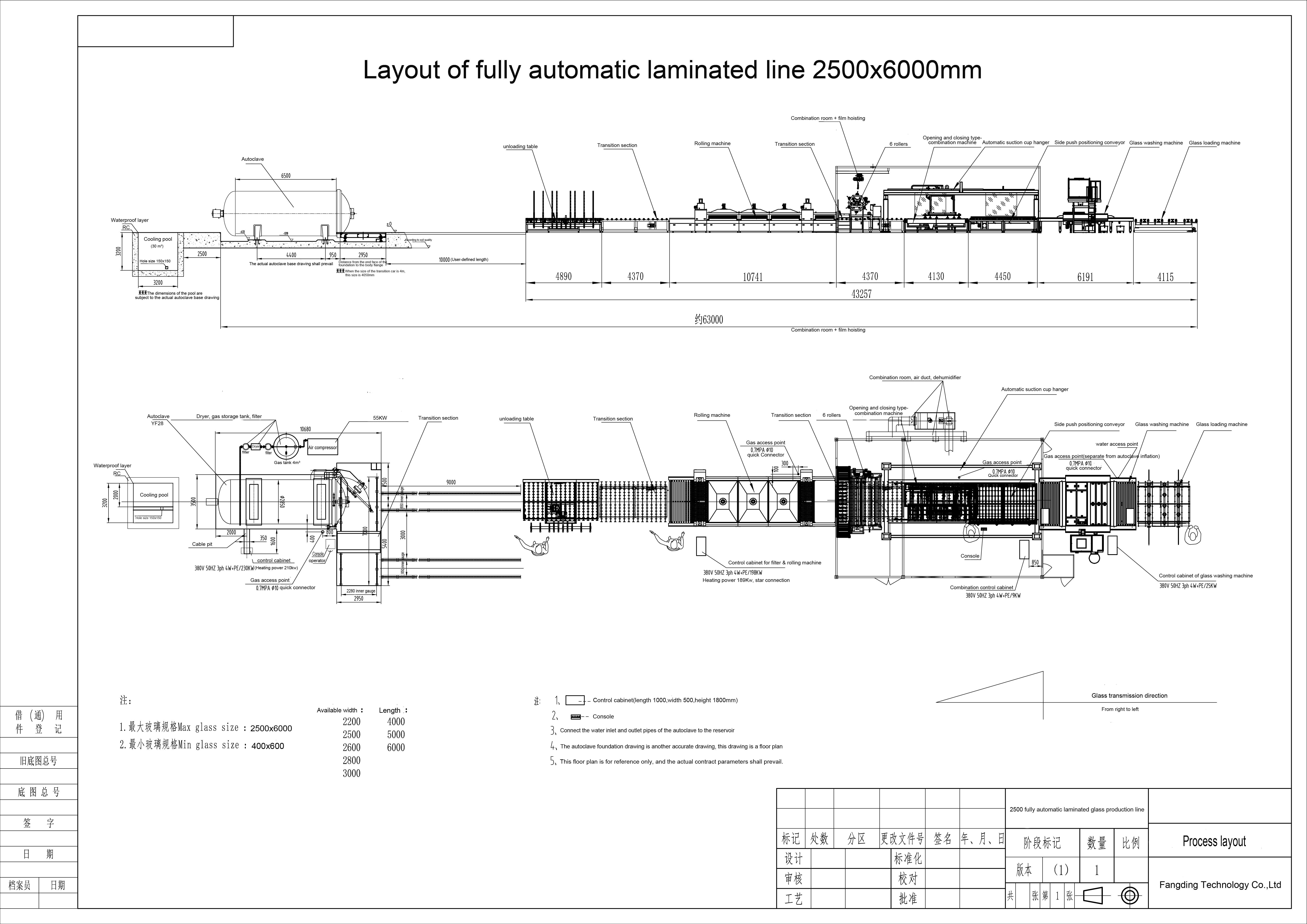
Của chúng tôidây chuyền sản xuất kính nhiều lớp cần5M (W) *10M (L) là nơi sản xuất, diện tích chiếm dụng nhỏ, quy trình sản xuất đơn giản và dễ vận hành.
7) Số lượng công nhân vận hành thiết bị là khác nhau.
Của chúng tôiDây chuyền sản xuất kính nhiều lớp sử dụng hệ thống điều khiển PLC, thông thường chỉ cần hai công nhân là có thể sản xuất được kính. Do đó, nó tiết kiệm nhân lực và chi phí cho bạn.
Dây chuyền sản xuất kính PVB bằng nồi hấp áp suất cao dài hơn so với thiết bị sản xuất kính nhiều lớp EVA. Thiết bị sản xuất kính nhiều lớp PVB chủ yếu gồm ba phần: nồi hấp áp suất cao, máy cán và buồng giữ nhiệt. Do đó, thiết bị này cần nhiều nhân công hơn để vận hành.
8()Phương pháp bảo quản phim cũng khác nhau.
Màng phim là một trong những vật liệu tiêu hao chính để sản xuất kính nhiều lớp. Vì vậy, màng phim rất quan trọng đối với việc sản xuất kính an toàn.
Màng PVB khi bảo quản ở nhiệt độ thường sẽ bị dính, điều này khiến chúng có yêu cầu cao hơn về môi trường, do đó cần được bảo quản trong phòng có nhiệt độ và độ ẩm ổn định. Vì vậy, doanh nghiệp cần xây dựng kho lạnh chuyên dụng cho màng, làm tăng chi phí sản xuất.
Của chúng tôiphim ảnh(EVA)Trong điều kiện nhiệt độ bình thường, sản phẩm không có độ nhớt, không có yêu cầu khắt khe về môi trường, chỉ cần nơi bảo quản sạch sẽ và không có nhiệt độ cao.
9) Chất lượng sản phẩm khác nhau.
1. CáiĐộ trong suốt của EVA là 90%.Hoặc tương tự, có thể làm các dự án tường kính mặt dựng, kính chống đạn, cửa và cửa sổ an ninh bằng kính nhiều lớp, kính nhiều lớp trang trí nội thất, kính nhiều lớp tích hợp pin năng lượng mặt trời, v.v.
Kính nhiều lớp PVB có độ trong suốt tốt hơn so với EVA, có thể đạt hơn 9.2Kính nhiều lớp PVB có thể được sử dụng trong ô tô, các dự án tường kính, kính chống đạn, v.v.
2. Kính dán nhiều lớp EVA có khả năng chống chịu thời tiết và nước tốt hơn kính dán nhiều lớp PVB. Bởi vì kính dán nhiều lớp EVA sử dụng màng nóng chảy, nên nó có thể liên kết chặt chẽ hơn với kính. Đặc điểm này quan trọng hơn đối với kính cường lực nhiều lớp. Khả năng kết dính của EVA tốt hơn so với PVB.
3. Độ bền của kính nhiều lớp PVB > EVA. Nhưng sự khác biệt rất nhỏ. Cho dù là kính nhiều lớp EVA hay PVB thì độ bền vẫn không thay đổi.wCó thể sử dụng cho kính kiến trúc, kính chống đạn, kính cửa sổ, v.v.
10) Thiết bị có thể sản xuất nhiều loại kính an ninh khác nhau.
1,Sản phẩm chất lượng cao của chúng tôiThiết bị kính nhiều lớp không chỉ có thể sản xuất Kính nhiều lớp dùng trong kiến trúc, kính nhiều lớp cong, kính chống đạn, kính hoa văn, kính nhiều lớp tích hợp pin năng lượng mặt trời và kính nghệ thuật như: kính nhiều lớp in hoa/hình ảnh/vải/vân đá cẩm thạch, v.v. Kính nhiều lớp LED, kính mờ và kính đổi màu.
2,Thiết bị sản xuất kính nhiều lớp PVB thường được sử dụng để sản xuất kính chắn gió ô tô, vách kính mặt dựng, kính chống đạn. Tuy nhiên, quy trình sản xuất kính nhiều lớp PVB có nhiều nhược điểm: Ví dụ như nhiệt độ và áp suất cao cản trở việc sản xuất kính nhiều lớp nghệ thuật và các loại kính khác.
11) Chi phí sản phẩm khác nhau.
Chi phí sản xuất kính nhiều lớp EVA thấp hơn nhiều so với kính nhiều lớp PVB. Bởi vì kính nhiều lớp EVA có chi phí thấp hơn so với kính nhiều lớp PVB xét về điện năng tiêu thụ, nhân công và quy trình sản xuất. Thông tin so sánh dưới đây:
12) Thiết bị kính nhiều lớp phù hợp với thị trường rất đa dạng.
CáiFangdingThiết bị sản xuất kính nhiều lớp, vốn đầu tư nhỏ, tiêu thụ điện năng ít, ít nhân công, sản lượng có thể điều chỉnh linh hoạt theo thị trường, phù hợp với thị trường rộng lớn. Vì vậy, nó có thể được sử dụng ở hầu hết các quốc gia. Đây là một mục tiêu đầu tư rất tốt!
Thiết bị sản xuất kính nhiều lớp PVB đòi hỏi vốn đầu tư lớn, tiêu thụ nhiều điện năng, năng suất cao và tạo ra nhiều việc làm. Phạm vi thị trường cụ thể: Thường được sử dụng ở các quốc gia có dân số đông, nguồn điện dồi dào và giá rẻ, diện tích quốc gia lớn.
13) Việc bảo trì thiết bị có sự khác biệt.
FANGIDNGDây chuyền sản xuất kính nhiều lớp rất ngắn, công nghệ sản xuất và bảo trì thiết bị dễ dàng. Việc thay thế các bộ phận hư hỏng đơn giản, thuận tiện, chi phí bảo trì thấp.
Dây chuyền sản xuất kính nhiều lớp PVB dài hơn, nhiều phụ tùng bảo trì hơn, chi phí bảo trì cao hơn. Và việc tìm kiếm phụ tùng thay thế trên thị trường cũng không dễ dàng.
14) Mức độ an toàn của kính bảo hộ được xử lý bằng thiết bị là khác nhau.
Công nghệ gia công kính nhiều lớp của chúng tôi đơn giản, thiết kế thiết bị khoa học và hợp lý, độ ồn thấp, có chỉ số an toàn cao.
Chu kỳ sản xuất thiết bị kính nhiều lớp PVB dài hơn, toàn bộ tấm kính được sản xuất trong nồi hấp. Khi được nung nóng, màng PVB dễ tạo ra khí dễ cháy trong nồi hấp, và kính cần được cách ly bằng thanh gỗ, dễ bắt lửa, tiềm ẩn nguy hiểm.
15) Chi phí vận chuyển thiết bị là khác nhau.
Thiết bị sản xuất kính nhiều lớp của chúng tôi được thiết kế khoa học và hợp lý cho vận chuyển đường bộ và đường biển, giúp tiết kiệm chi phí vận chuyển. Thông thường, một container 20 feet có thể chứa một bộ thiết bị sản xuất kính nhiều lớp EVA và đủ màng EVA, điều này sẽ giúp khách hàng tiết kiệm được rất nhiều tiền.
Dây chuyền sản xuất kính nhiều lớp PVB có chiều dài lớn, trọng lượng nặng, khó lắp đặt, chi phí vận chuyển cao, làm tăng đáng kể chi phí sản xuất.
16) Thiết bị sản xuất kính nhiều lớp của chúng tôi có thể sử dụng màng TPU để sản xuất kính nhiều lớp TPU, đặc biệt là kính chống đạn và kính chắn gió. Và có thể kết hợp với nồi hấp để sản xuất kính nhiều lớp cong. Điều này rất quan trọng đối với nhà máy.
Thời gian đăng bài: 30/7/2021


